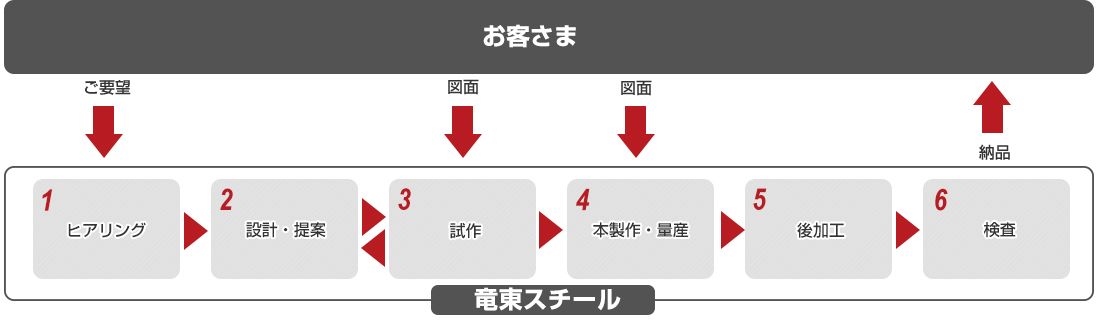
受注のながれ
加工のながれ
1. 加工受注
 お客様から図面を送信(FAX・メール・郵送)していただき、当社独自の受注システムにより受注管理をいたします。納期については、お客様のニーズに出来るだけご協力させていただきます。
お客様から図面を送信(FAX・メール・郵送)していただき、当社独自の受注システムにより受注管理をいたします。納期については、お客様のニーズに出来るだけご協力させていただきます。
2. プログラム
 Sheetworks、AP100(自動プログラミングシステム2次元・3次元CAD/CAM)を使用し、板金展開プログラムを作成します。AP100で製品の製造工程を考え、作業指示書とNCデータを作成します。高品質と短納期を追求する当社にとって、プログラムの正確さスピードがその後の流れや、品質と納期を左右することになります。また、当社のソフトはDXF・DWG・IGESなどのCADデータの読み込みから、素早い展開図面作成が可能です。展開不良を未然に防ぎ、不良ゼロを目指します!
Sheetworks、AP100(自動プログラミングシステム2次元・3次元CAD/CAM)を使用し、板金展開プログラムを作成します。AP100で製品の製造工程を考え、作業指示書とNCデータを作成します。高品質と短納期を追求する当社にとって、プログラムの正確さスピードがその後の流れや、品質と納期を左右することになります。また、当社のソフトはDXF・DWG・IGESなどのCADデータの読み込みから、素早い展開図面作成が可能です。展開不良を未然に防ぎ、不良ゼロを目指します!
3. ブランク加工
 プログラマーによって製作されたNCデータは、社内ネットワークで、レーザー加工機へと送信され、抜き加工工程へと入ります。レーザーは安易な作業性と操作性マシーンの特性を生かし、特急品に常に対応できる体制となっております。パンチングはアルミ・量産に対応いたします。また、一台でパンチ・レーザーを自由自在に加工できる複合機、LC-C1NTは大活躍です。
プログラマーによって製作されたNCデータは、社内ネットワークで、レーザー加工機へと送信され、抜き加工工程へと入ります。レーザーは安易な作業性と操作性マシーンの特性を生かし、特急品に常に対応できる体制となっております。パンチングはアルミ・量産に対応いたします。また、一台でパンチ・レーザーを自由自在に加工できる複合機、LC-C1NTは大活躍です。
4. バリ取り
 ブランク加工後のバリは、ディスクグラインダー・レインベルダー等の電動工具を使いきれいに除去していきます。
ブランク加工後のバリは、ディスクグラインダー・レインベルダー等の電動工具を使いきれいに除去していきます。
5. 曲げ加工
 ブランク加工された二次加工済みの製品は、それぞれベンダーの特性を生かし、曲げ加工をおこないます。通常では曲がらない製品も多種多様な金型と実績のある曲げ加工技術で様々な曲げ加工に対応しています。また、ネットワーク化されたマシーンにより今まで以上に作業段取り時間の短縮がされ、作業効率は数段にUPされました。
ブランク加工された二次加工済みの製品は、それぞれベンダーの特性を生かし、曲げ加工をおこないます。通常では曲がらない製品も多種多様な金型と実績のある曲げ加工技術で様々な曲げ加工に対応しています。また、ネットワーク化されたマシーンにより今まで以上に作業段取り時間の短縮がされ、作業効率は数段にUPされました。
6. 溶接
 曲げ加工された製品は、スポット溶接と、TIG溶接・YAGレーザー溶接によって接合されます。インバータスポット溶接機は、主にステンレスの溶接に高い性能を発揮します。従来のスポットに比べ、焼け跡が出にくく、きれいな仕上がりが特徴です。しかし、これは機械の性能もさることながら、それを生かす職人達の手によって溶接されます。溶接加工は多少の歪みを生じますが、出来るだけ歪みを抑えるために、板金展開の時から歪みにくい板金展開にしたり、難解でも曲げが可能な箇所は全て曲げるといった当社の総合的な技術がいかされています。また溶接されたステンレス製品は、酸洗い・バフ研磨・HL(ヘアライン)などに処理されます。
曲げ加工された製品は、スポット溶接と、TIG溶接・YAGレーザー溶接によって接合されます。インバータスポット溶接機は、主にステンレスの溶接に高い性能を発揮します。従来のスポットに比べ、焼け跡が出にくく、きれいな仕上がりが特徴です。しかし、これは機械の性能もさることながら、それを生かす職人達の手によって溶接されます。溶接加工は多少の歪みを生じますが、出来るだけ歪みを抑えるために、板金展開の時から歪みにくい板金展開にしたり、難解でも曲げが可能な箇所は全て曲げるといった当社の総合的な技術がいかされています。また溶接されたステンレス製品は、酸洗い・バフ研磨・HL(ヘアライン)などに処理されます。
7. 検査
 当社では不良ゼロ・高品質維持のために作業工程内でも検査を行います。最終検査では、責任を持って担当者が各種デジタル計測器などにて検査を行います。出来上がった製品は、お引き取り・配達・発送(全国各地)にて納品いたします。運搬中のキズ・凹みが無いよう、製品はきちんと丁寧に梱包して発送いたします。
当社では不良ゼロ・高品質維持のために作業工程内でも検査を行います。最終検査では、責任を持って担当者が各種デジタル計測器などにて検査を行います。出来上がった製品は、お引き取り・配達・発送(全国各地)にて納品いたします。運搬中のキズ・凹みが無いよう、製品はきちんと丁寧に梱包して発送いたします。
【 品質の取り組み 】